
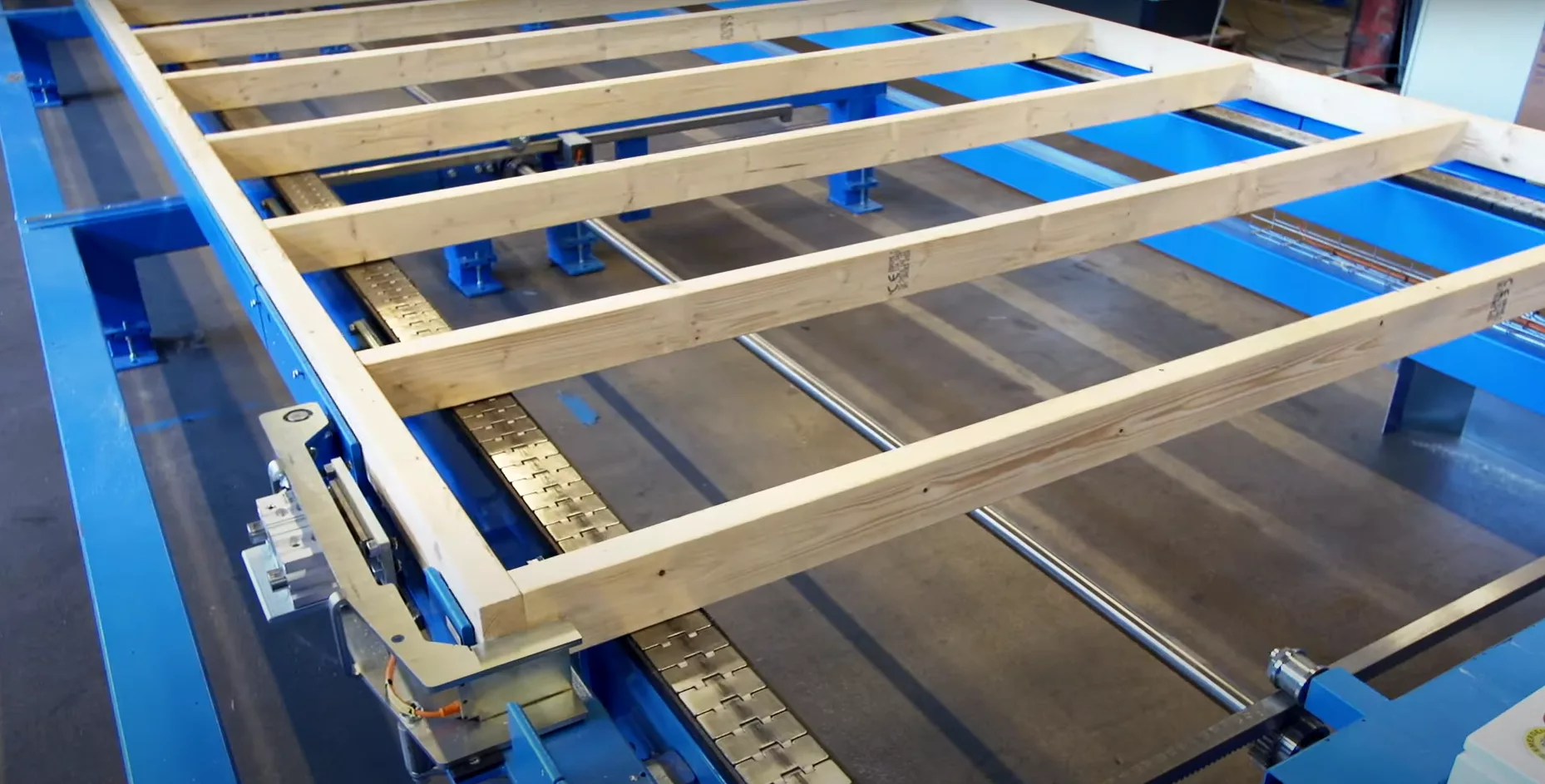
Поперечный транспортер загрузки пакетов.
Служит для загрузки и накопления пакетов перед разборщиком.
Подробнее →Оборудование
Префаб-домостроение основано на промышленной подготовке элементов здания вне строительной площадки с последующей быстрой сборкой на объекте. Такой подход позволяет стабилизировать качество, сократить сроки монтажа и уменьшить объем «мокрых» процессов на площадке.
Линия INTECHWOOD для PreFab формирует непрерывный поток: подготовка пиломатериала, изготовление ламелей и заготовок, сборка и зашивка каркасных панелей с контролем геометрии.



3 ключевых участка производства в формате аккордеона: назначение, функциональные задачи, характеристики и состав оборудования.
Участок подготовки пиломатериала предназначен для перевода пакетированной продукции в технологический поток с обеспечением геометрических и влажностных параметров, соответствующих требованиям производства каркасных панелей.
| Габариты подаваемого пакета (д/ш/в), мм | 7000/1500/1500 |
|---|---|
| Толщина исходного пиломатериала | 12...55 мм |
| Ширина исходного пиломатериала | 50....250 мм |
| Длинна исходного пиломатериала | 2...6 м |
| Привод разборщика | электромеханический / гидравлический |
| Привод подачи в станок | электромеханический / гидравлический / пневматический |
| Скорость разбора | до 5 слоев/мин |
| Скорость поштучной подачи | до 40 досок/мин |
| Скорость строгания | 20...140 м/мин |
Служит для загрузки и накопления пакетов перед разборщиком.
Подробнее →
Служит для послойного разбора пакета досок.
Подробнее →
Служит для перемещения и поштучной подачи досок перед станками.
Подробнее →
Служит для приема доски с разборщика и вывода прокладок.
Подробнее →
Служит для непрерывной подачи досок в 4-сторонний станок.
Подробнее →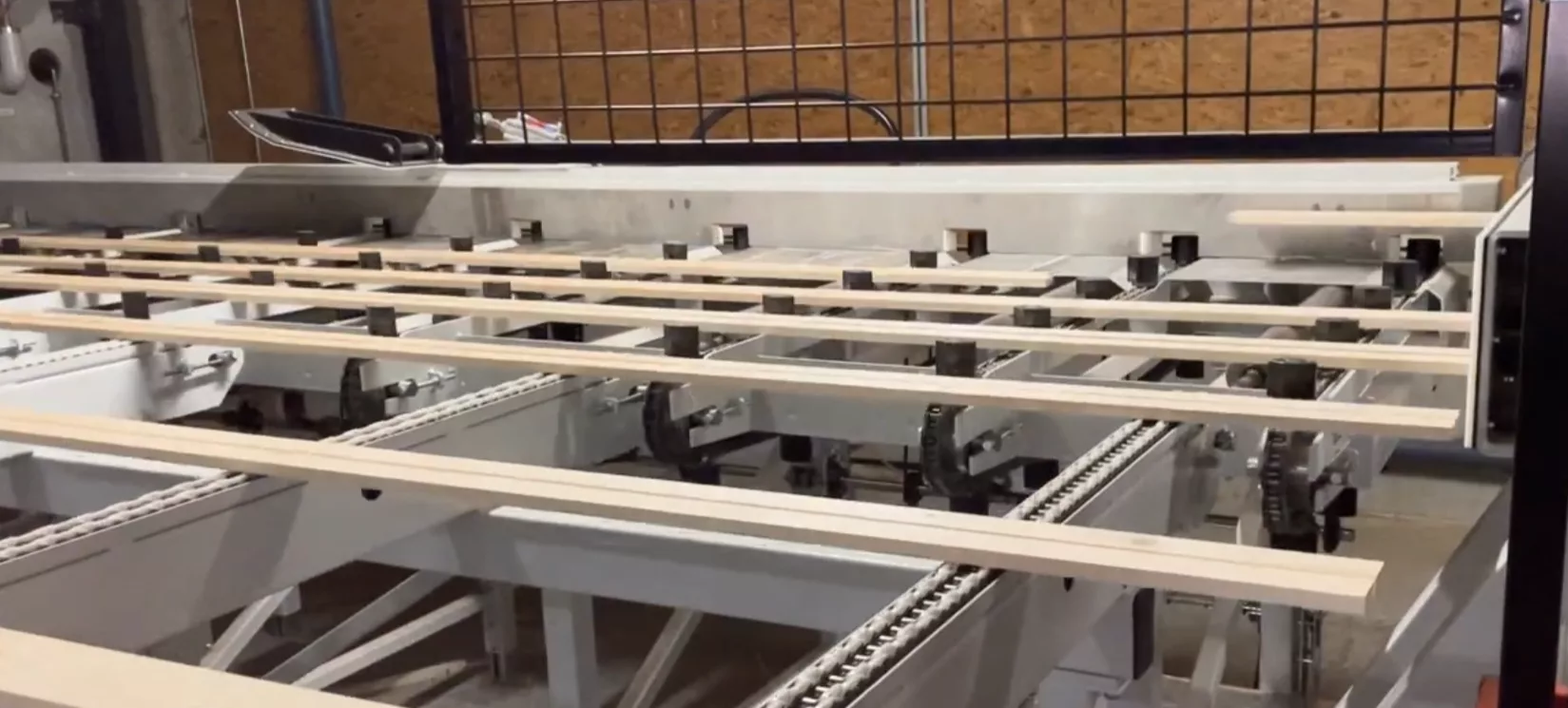
Служит для приема и поперечного перемещения строганой ламели.
Подробнее →
Служит для приема и транспортировки досок со строгальных станков.
Подробнее →
Служит для подрезки доски и вырезки дефектов.
Подробнее →
Служит для измерения сечения досок.
Подробнее →Участок предназначен для формирования конструкционных элементов каркаса панели из калиброванного пиломатериала: торцевание, оптимизационный раскрой, фрезерование, сортировка и накопление с подачей комплекта на сборку.
| Толщина исходного пиломатериала | 12...55 мм |
|---|---|
| Ширина исходного пиломатериала | 50....250 мм |
| Длинна исходного пиломатериала | 2...6 м |
| Точность торцевания | ±0,5–1,0 мм |
| Скорость подачи | 20–120 м/мин |
| Производительность | определяется проектной программой |
| Тип управления | ЧПУ / автоматизированный |

Служит для подачи досок в торцовочный станок.
Подробнее →
Служит для торцовки заготовок согласно программе в заданный размер.
Подробнее →
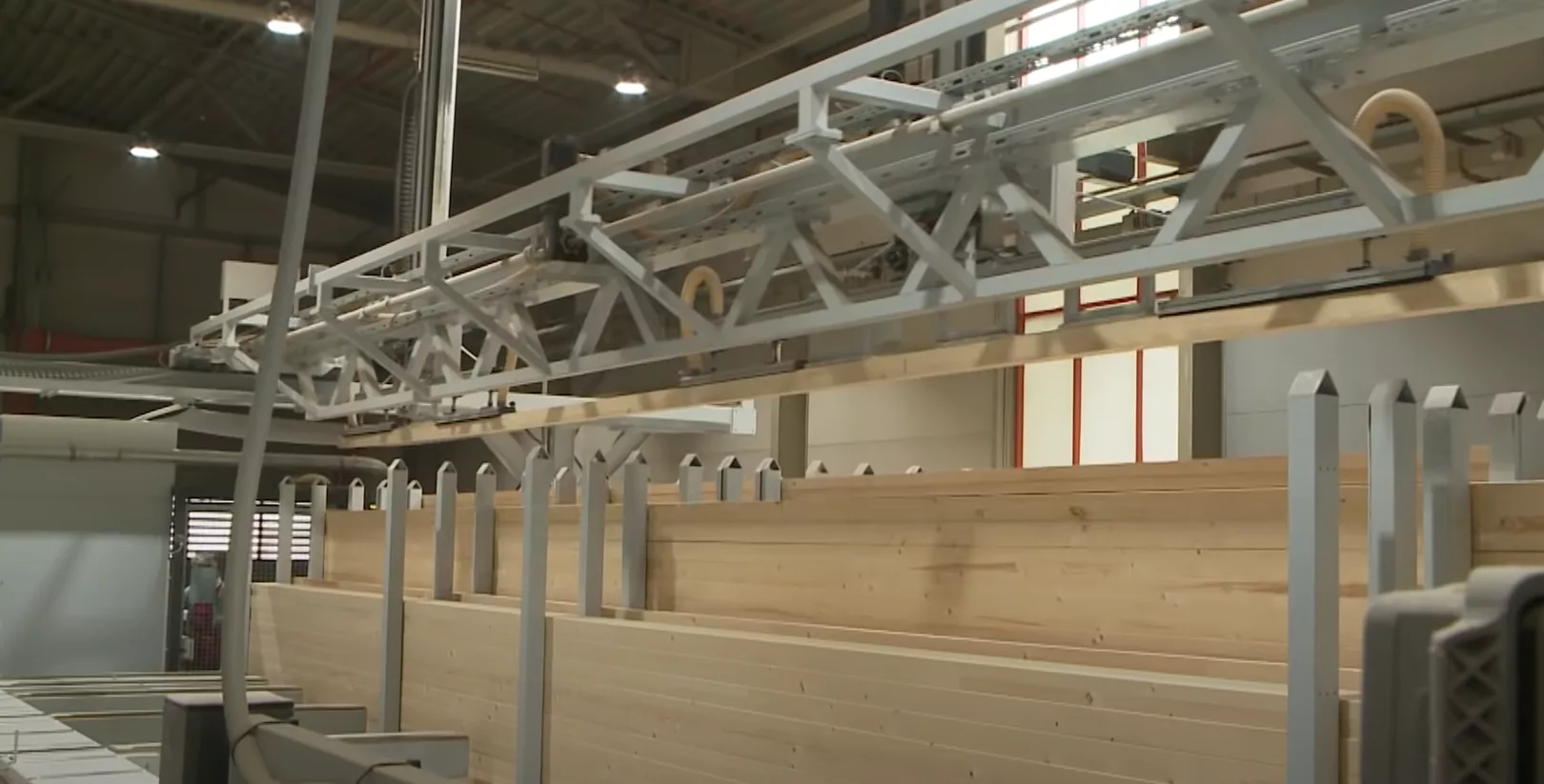
Служит для приема ламелей от оптимизатора и сортировки по длинам.
Подробнее →Служит для накопления ламелей после строжки и торцовочного станка.
Подробнее →Участок предназначен для формирования несущего каркаса стеновой панели по проектной документации, с фиксацией геометрии, механизированным соединением и контролем линейных размеров и диагоналей.
| Производительность | до 4–8 панелей/час |
|---|---|
| Максимальный размер панели | до 12 000 × 3 000 мм (по ТЗ) |
| Толщина каркаса | 100–250 мм |
| Допуск по диагоналям | ±1–3 мм |
| Тип раскладки ламелей | автоматический (ЧПУ) / ручной (лазерная разметка) |
| Тип фиксации | механические / пневматические прижимы |
| Тип соединения | ручная / автоматическая портальная |
| Тип вырезки проемов | автоматическая (ЧПУ) / ручная |
| Рабочая высота | 600–800 мм |
| Интеграция | в общую систему управления линии |
Подача и буферное хранение заготовок перед сборкой каркаса.
Подробнее →
Позиционирование и фиксация элементов каркаса при сборке панели.
Подробнее →
Автоматическая раскладка, фиксация и соединение элементов каркаса.
Подробнее →
Переворот панели на 180° для зашивки второй стороны.
Подробнее →
Подача и позиционирование ОСП/ГВЛ/ГКЛ на каркас панели.
Подробнее →
Автоматизированное крепление листовых материалов к каркасу панели.
Подробнее →
ЧПУ-формирование оконных и дверных проемов в панели.
Подробнее →Подберем конфигурацию под вашу производственную программу, требования к панели и уровень автоматизации.